Reibungskraft berechnen
Wer in der industriellen Fertigung, im Maschinenbau oder in der Zerspanung arbeitet, weiß: Ein sicherer Halt des Werkstücks ist das Fundament für Präzision und Arbeitssicherheit. Doch wie stark muss ein Schraubstock oder ein Nullpunktspannsystem zupacken, damit das Bauteil unter der Last des Fräsers nicht verrutscht? Die Antwort auf diese Frage liegt in der Physik. Wenn Sie die Reibungskraft berechnen, legen Sie den Grundstein für fehlerfreie und sichere Bearbeitungsprozesse.
In diesem umfassenden Ratgeber von JUS Spanntechnik erfahren Sie, wie sich die Reibungskraft zusammensetzt, welche Formeln Sie benötigen und wie Sie dieses Wissen in der Praxis der Spanntechnik optimal anwenden.
Reibungskraft berechnen
Ermitteln Sie schnell die Normal-, Haft- und Gleitreibungskraft. Ideal zur Überprüfung von Spannsituationen oder zur Berechnung der Haltekraft auf schiefen Ebenen.
Inhaltsverzeichnis
- Inhaltsverzeichnis
- Was ist die Reibungskraft?
- Die Formel: Wie lässt sich die Reibungskraft berechnen?
- Der Reibungskoeffizient ($mu$) im Detail
- Einflussfaktoren auf die Reibungskraft in der Zerspanung
- Warum die Reibungskraft für JUS Spanntechnik so entscheidend ist
- 5 Praktische Tipps: So erhöhen Sie die Haltekraft in Ihrer Fertigung
- Häufige Fehler bei der Berechnung der Reibungskraft
- Fazit: Sicherheit durch Berechnung und die richtige Technik
- Ähnliche Beiträge
Was ist die Reibungskraft?
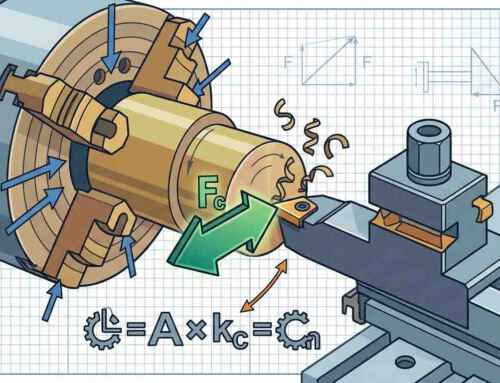
Die Reibungskraft (auch Reibung genannt) ist eine physikalische Widerstandskraft. Sie tritt immer dann auf, wenn zwei Körper einander berühren und sich relativ zueinander bewegen oder bewegen wollen. In der Spanntechnik ist die Reibungskraft unser bester Freund: Sie ist die Kraft, die – erzeugt durch die Spannbacken – das Werkstück an seinem Platz hält, während die Schnittkräfte des Werkzeugs versuchen, es wegzudrücken.
In der Mechanik unterscheiden wir primär zwischen zwei relevanten Arten der Reibung:
-
Haftreibung (Statische Reibung): Die Kraft, die überwunden werden muss, um einen ruhenden Körper in Bewegung zu versetzen. Dies ist der wichtigste Wert in der Spanntechnik! Solange die Zerspankräfte kleiner sind als die Haftreibungskraft, bleibt das Werkstück fest eingespannt.
-
Gleitreibung (Kinetische Reibung): Die Kraft, die der Bewegung eines Körpers entgegenwirkt, der bereits auf einem anderen Körper gleitet. Die Gleitreibung ist in der Regel geringer als die Haftreibung. (Hat das Werkstück erst einmal angefangen zu rutschen, ist es meist schon zu spät – Ausschuss droht).
Die Formel: Wie lässt sich die Reibungskraft berechnen?
Um die Reibungskraft berechnen zu können, benötigen wir eine grundlegende physikalische Formel, das Coulombsche Reibungsgesetz. Die Berechnung ist erstaunlich unkompliziert und benötigt nur zwei Variablen.
Die Basisformel lautet:
$F_R = mu cdot F_N$
Die Parameter erklärt:
-
$F_R$ (Reibungskraft): Die Kraft, die dem Verrutschen entgegenwirkt (angegeben in Newton, N).
-
$mu$ (Reibungskoeffizient): Eine dimensionslose Zahl (ohne Einheit), die beschreibt, wie „griffig“ oder „rutschig“ die beiden Kontaktflächen sind. Man unterscheidet hier zwischen dem Haftreibungskoeffizienten ($mu_H$) und dem Gleitreibungskoeffizienten ($mu_G$).
-
$F_N$ (Normalkraft): Die Kraft, die senkrecht auf die Kontaktfläche drückt (in Newton, N). In der Spanntechnik ist dies primär die Spannkraft des Schraubstocks oder Spannfutters.
Beispielrechnung aus der Werkstatt
Stellen Sie sich vor, Sie spannen einen Stahlklotz in einen Maschinenschraubstock mit glatten Stahlbacken ein. Sie bringen eine Spannkraft (Normalkraft $F_N$) von 20.000 N (20 kN) auf. Der Haftreibungskoeffizient ($mu_H$) für Stahl auf Stahl (trocken) liegt bei etwa 0,15.
Wir wollen die maximale Haltekraft (Haftreibungskraft) berechnen:
$F_R = 0,15 cdot 20.000$ N
$F_R = 3.000$ N
Ergebnis: Das Werkstück hält einer seitlichen Belastung von bis zu 3.000 N stand. Übersteigt die Fräskraft diesen Wert, beginnt das Bauteil zu rutschen.
Der Reibungskoeffizient ($mu$) im Detail
Der Reibungskoeffizient ist das Zünglein an der Waage, wenn Sie die Reibungskraft berechnen. Er ist keine feste Materialeigenschaft, sondern beschreibt immer ein System aus zwei Materialien und deren Umgebungsbedingungen (Oberflächenrauheit, Schmierung, Temperatur).
Typische Haftreibungskoeffizienten ($mu_H$) in der Übersicht
Die folgende Tabelle gibt Ihnen Richtwerte für gängige Materialpaarungen in der Metallverarbeitung. Beachten Sie, dass diese Werte je nach Oberflächenbeschaffenheit abweichen können:
Materialpaarung (Kontaktflächen) |
Zustand |
Haftreibungskoeffizient |
|---|---|---|
| Stahl auf Stahl | Trocken | 0,15 – 0,20 |
| Stahl auf Stahl | Geschmiert (KSS) | 0,05 – 0,10 |
| Aluminium auf Stahl | Trocken | 0,10 – 0,15 |
| Gusseisen auf Stahl | Trocken | 0,18 – 0,22 |
| Hartmetall auf Stahl | Trocken | 0,10 – 0,15 |
Wichtig für die Praxis: Wie Sie in der Tabelle sehen, halbiert sich der Reibungskoeffizient (und damit die Haltekraft) drastisch, sobald Kühlschmierstoff (KSS) oder Öl zwischen die Spannbacken und das Werkstück gerät!
Einflussfaktoren auf die Reibungskraft in der Zerspanung
Wenn Sie die Theorie in die CNC-Praxis übertragen, werden Sie feststellen, dass die reine Formel $F_R = mu cdot F_N$ durch äußere Faktoren beeinflusst wird.
1. Oberflächenbeschaffenheit (Rauheit)
Je rauer eine Oberfläche, desto mehr „verzahnen“ sich die mikroskopischen Unebenheiten der beiden Materialien ineinander. Glatt polierte oder geschliffene Werkstücke bieten weniger Haftung als sägeraues Material.
2. Schmierstoffe (Kühlschmierstoff, Öl, Fett)
Wie bereits erwähnt, wirken Fluide als Trennschicht. Sie reduzieren den direkten metallischen Kontakt und senken den $mu$-Wert extrem. In der Spanntechnik bedeutet das: Spannen Sie Werkstücke im Idealfall immer trocken und reinigen Sie die Spannbacken regelmäßig.
3. Kontaktfläche (Irrtum der Fläche)
Ein häufiger Irrglaube ist, dass eine größere Spannfläche automatisch zu einer höheren Reibungskraft führt. Das ist physikalisch falsch. In der Formel $F_R = mu cdot F_N$ taucht die Fläche nicht auf. Eine Verdopplung der Fläche halbiert lediglich die Flächenpressung, ändert aber nichts an der totalen Reibungskraft, solange die Spannkraft ($F_N$) gleich bleibt.
Warum die Reibungskraft für JUS Spanntechnik so entscheidend ist
Als Experten für Spanntechnik wissen wir von JUS: Die modernste 5-Achs-CNC-Fräsmaschine nützt Ihnen nichts, wenn die Schnittkräfte die Haltekraft übersteigen. Moderne Zerspanungswerkzeuge (wie High-Feed-Fräser) leiten enorme Kräfte ins Werkstück ein.
Wir verlassen uns daher nicht nur auf die reine Reibungskraft (Kraftschluss), sondern kombinieren diese intelligent mit dem Formschluss.
Kraftschluss vs. Formschluss
-
Kraftschluss: Das Werkstück wird ausschließlich durch die Reibungskraft gehalten, die durch den Anpressdruck der glatten Backen entsteht.
-
Formschluss: Die Spannbacken (z. B. Krallenbacken oder geprägte Konturen) dringen minimal in das Material des Werkstücks ein. Hier muss das Fräswerkzeug nicht nur die Reibung überwinden, sondern das Material des Werkstücks abscheren, um es zu bewegen. Die Haltekraft vervielfacht sich.
Wenn Sie Rohteile bearbeiten, ist der Einsatz von Prägetechnik oder Krallenbacken von JUS Spanntechnik der sicherste Weg, um ein Verrutschen bei hohen Zerspanungsvolumina (HPC) zu verhindern. Bei der Bearbeitung der zweiten Seite (OP20), wo keine Abdrücke mehr entstehen dürfen, ist eine exakte Berechnung der Reibungskraft und eine hochpräzise Spannkraftregulierung hingegen unerlässlich.
5 Praktische Tipps: So erhöhen Sie die Haltekraft in Ihrer Fertigung
Wenn Sie die Reibungskraft berechnen und feststellen, dass der Puffer zur Zerspankraft zu gering ist, haben Sie folgende Möglichkeiten, den Prozess abzusichern:
-
Spannkraft ($F_N$) erhöhen: Der direkteste Weg. Nutzen Sie Kraftspannsysteme oder Hydraulik. Achtung: Achten Sie auf die Deformationsempfindlichkeit Ihres Werkstücks (Gefahr des Verbiegens bei dünnwandigen Teilen).
-
Reibungskoeffizient ($mu$) verbessern: Nutzen Sie beschichtete Spannbacken (z.B. mit Hartmetallbeschichtung oder Riffelung). Diese verzahnen sich besser mit dem Werkstück.
-
Reinigung: Befreien Sie das Werkstück und die Spannmittel vor dem Spannen von Emulsion, Öl und Spänen. Ein trockener Spannvorgang ist ein sicherer Spannvorgang.
-
Formschluss nutzen: Setzen Sie bei Rohteilen auf Prägetechnik. Das Vorprägen von Werkstücken erzeugt eine formschlüssige Verbindung im Schraubstock, die extremsten Belastungen standhält.
-
Optimierte Werkzeuge: Reduzieren Sie die Schnittkräfte durch schärfere Werkzeuge oder optimierte Frässtrategien (z.B. Trochoidales Fräsen), um die Belastung auf die Einspannung zu verringern.
Häufige Fehler bei der Berechnung der Reibungskraft
In der Praxis passieren schnell Fehler, die zu Maschinencrashs führen können. Vermeiden Sie diese Stolperfallen:
-
Verwechslung von Masse und Gewichtskraft: Wenn ein Werkstück auf dem Maschinentisch liegt, ist $F_N$ nicht die Masse in Kilogramm (kg), sondern die Gewichtskraft in Newton (Masse $cdot$ $9,81 m/s^2$). Beim seitlichen Spannen im Schraubstock ist $F_N$ jedoch ausschließlich die eingebrachte Spannkraft.
-
Dynamische Kräfte ignorieren: Beim Fräsen treten Vibrationen und dynamische Stöße auf. Rechnen Sie bei der Haltekraft immer mit einem Sicherheitsfaktor (empfohlen: mindestens Faktor 1,5 bis 2), anstatt exakt auf Kante zu kalkulieren.
-
Falsche $mu$-Werte: Aus Tabellenwerken entnommene Reibungskoeffizienten sind Laborwerte. In der rauen Werkstattumgebung sollten Sie den Wert immer konservativ (also niedriger) ansetzen.
Fazit: Sicherheit durch Berechnung und die richtige Technik
Die Fähigkeit, die Reibungskraft berechnen und interpretieren zu können, ist für eine effiziente und sichere Zerspanung unerlässlich. Das Coulombsche Gesetz ($F_R = mu cdot F_N$) zeigt uns deutlich, dass wir die Haltekraft nur über zwei Wege signifikant steigern können: mehr Spannkraft oder mehr „Grip“ (Reibungskoeffizient).
Doch die Theorie ist nur die halbe Miete. Die Wahl des richtigen Spannmittels macht den entscheidenden Unterschied. JUS Spanntechnik bietet Ihnen hochinnovative Lösungen – von mechanischen Spannersystemen bis hin zu hochpräzisen Nullpunktspannsystemen –, die entwickelt wurden, um maximale Haltekräfte zu garantieren und Rüstzeiten zu minimieren.
Überlassen Sie die Sicherheit Ihrer Bearbeitungsprozesse nicht dem Zufall. Setzen Sie auf berechenbare Qualität und Spannteile, die kompromisslos zupacken. Entdecken Sie jetzt die Produktvielfalt von JUS Spanntechnik und heben Sie Ihre Fertigungspräzision auf das nächste Level!